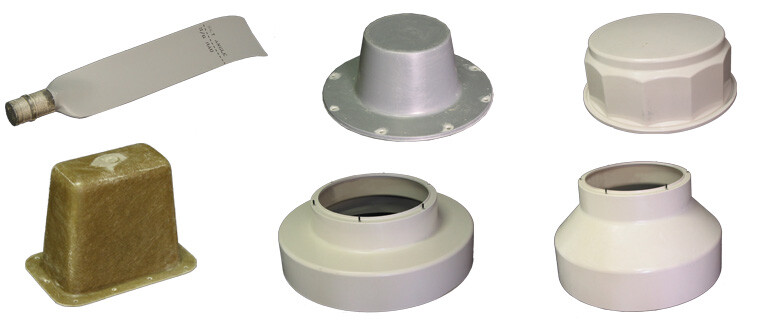
Hand Lay-Up (Open Molded)
The hand lay-up process is probably the oldest method of making molded fiberglass parts. This process is still being utilized today because on some parts, there is no other economical way to produce the part. Arrowhead has been involved in making molded fiberglass parts via the Hand Lay-Up method since 1972. The method of making fiberglass parts uses a single-sided mold where the fiber reinforcement, such as fiberglass, carbon fiber or Kevlar®, is manually placed in the mold. We then saturate the fiber reinforcement with a liquid thermoset polymer, most commonly polyester, vinyl ester, or epoxy resins. In the process of saturating the fiber, the laminate is manually formed into the shape of the mold surface using specialized laminating tools.
The term “hand lay-up” is derived from the method of manually placing the fiber reinforcement on the mold surface. The liquid resin can be applied either manually from a container, or by a spray gun (see “Spray Up” below) that dispenses the resin and curing agent mixture. The production personnel then “roll-out” the laminate to conform the materials into the mold contours, tightly consolidate the laminate, and produce the appropriate proportions of resin and fiber reinforcement. This combination of resin and glass can now be considered a laminate and once the materials fully cure, you will have a molded fiberglass part.
If a finished cosmetic surface is required, the first step in the process is to apply gel coat to the mold surface. We then build the fiberglass part up from the outside to the inside, beginning with the gel coat finish and then progressing through various layers of the structural fiberglass laminate. Depending on the requirements, many layers of fiberglass (or some other fiber) laminate can be built up to produce a specified thickness that meets the structural requirements of the application.
Hand lay-up, although one of the most basic composites/fiberglass molding processes (FRP), is widely used to produce a variety of transportation, marine, and commercial products. This process can be adapted to meet a broad range of production demands and products.
Resin Transfer Molding (RTM Closed Molding)
Resin transfer molding (RTM) is a closed molding process where liquid resin is injected into a mold cavity under pressure. If your product requires a cosmetic surface, the two halves of the mold-set can be gel coated or the part can be molded without an in-mold coating if cosmetics aren’t an issue. The dry reinforcement fiber is loaded into the mold cavity and the two halves of the mold-set secured by perimeter clamps or in a press. The resin is then injected, saturating the fiber reinforcement and filling the mold cavity while air is ejected through strategically placed vents.
 RTM is a very flexible process that can use a wide variety of tooling, ranging from low cost composite “soft” tooling to temperature-controlled metal tooling. If your production volume is low, RTM can be accomplished in basic room temperature molds. For higher production volumes, the process can take place in more sophisticated temperature controlled molds capable of producing rapid cycle times.
RTM is a very flexible process that can use a wide variety of tooling, ranging from low cost composite “soft” tooling to temperature-controlled metal tooling. If your production volume is low, RTM can be accomplished in basic room temperature molds. For higher production volumes, the process can take place in more sophisticated temperature controlled molds capable of producing rapid cycle times.
In production, the complexity and size of the molded part plays a role in selection of the RTM process. As the geometry (shape) of a part becomes more complex, the reinforcement loading sequence becomes longer. The structural requirements for the tooling and clamping are amplified as the part size becomes larger.
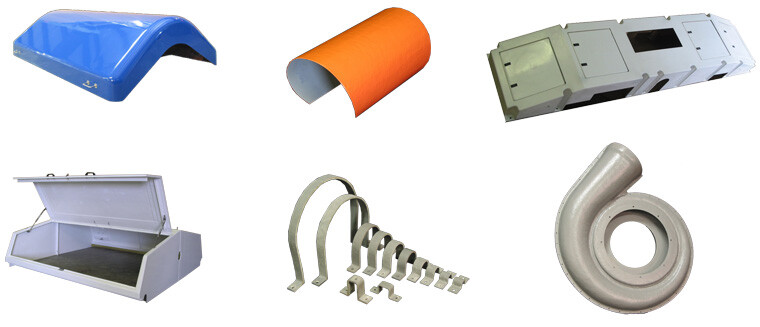
Spray-Up Process (Open Molding)
The spray-up method is an open molding technique that applies a laminate to a single-sided mold using a specialized spray gun commonly called a “chopper gun”. The “chopper gun” derives its name from cutting (or chopping) a continuous strand of fiberglass into short segments and depositing them in a spray stream of resin; that is, the resin matrix and the fiber reinforcement are mixed and deposited on the mold at the same time. This process creates a laminate with random orientation fiber that is easily contoured into complex shapes.
Once we distribute the saturated fiber across the mold surface, the laminate is manually formed using specialized laminating tools. The operators “roll-out” the laminate to form the materials into the mold contours, tightly consolidate the laminate, and produce the appropriate proportions of resin and fiber reinforcement. The result is a high strength molded fiberglass part or, as it is commonly referred to, a fiberglass reinforced plastic part (FRP part).
If our customer’s product requires a finished cosmetic surface, the first step is to apply gel coat to the mold surface. Then, we create the part from the outside to the inside, beginning with the gel coat finish and then progressing through various layers of the structural laminate. Depending on the requirements, many layers of laminate can be built up to produce a specified thickness that meets the structural specifications of the molded component. In some cases, spray-up application is combined with layers of hand lay-up applied laminate to produce a multi-ply laminate with increased mechanical properties.
Spray-up fiberglass molding, while one of the most basic composites molding processes, is widely used to produce a variety of transportation, marine, and commercial products. We can adapt this process to meet a broad range of production demands and products.
The RTM lite process is a closed molding method that employs a rigid mold on one side and either a lightweight rigid “B-side” mold or a vacuum bag. Although a number of variations of RTM lite and related processes exist, this process group shares common denominators. The primary distinction of this process is that whereas traditional RTM uses pressure as the motive force to move resin into the mold cavity, RTM lite (and the related vacuum infusion processes) uses vacuum to pull the resin into the mold cavity.
During the process, the fiber reinforcement is dry-loaded in the mold and the light-weight “B-side” mold is often vacuum clamped to secure the mold-set. The vacuum ports are then opened, and the resin flows from containers into the mold cavity, saturating the fiber reinforcement.
There are several advantages to RTM lite — Because only one rigid-reinforced mold half is required, and the mold operates under vacuum rather than pressure, the tooling cost is relatively low. Also, the fiber reinforcement is pre-compressed by vacuum before the resin is introduced into the mold cavity. This results in a thin laminate with a high proportion of fiber, creating a strong lightweight structure. Gel coat surfaces can be applied for cosmetic finishes.
Closed cavity bag molding is a technical variation of the vacuum infusion process. The process is a closed molding method that employs a rigid-mold on one-side and flexible rubber-like membrane to form the second side of the mold. The membrane is referred to as a re-usable vacuum bag and may be made of latex, silicone or urethane materials.
During the process the fiber reinforcement is dry-loaded in the mold, the flexible second-side mold is positioned over the laminate and vacuum is applied to seal the mold-set. The vacuum ports are then opened and the resin flows into the mold cavity, saturating the fiber reinforcement. In one variation of CCBM the resin can be pumped into the mold at low pressure as the vacuum is pulling the liquid resin through the mold cavity. This increases the resin flow rate into the mold and decreases the molding cycle time.
There are several advantages to VIBM to produce fiberglass parts. Because only one rigid-reinforced mold half is required, and the mold operates under vacuum rather than pressure, the tooling cost is relatively low. The “reusable” vacuum bag further reduces cost over traditional vacuum infusion processing. Additionally, the fabrication of the flexible rubber mold-half allows complex shapes and details to be captured and provides a better back-side surface than a standard vacuum bag. During the VIBM process the fiber reinforcement is pre-compressed by vacuum before the resin is introduced into the mold cavity. This results in a laminate with a high proportion of fiber, creating a strong lightweight structure. Gel coat surfaces can be applied for cosmetic finishes.
Compression Molding
Compression molding is a medium to high-volume, high-pressure method suitable for molding complex, fiberglass-reinforced plastic parts on a rapid cycle time. There are several types of compression molding including: sheet molding compound (SMC), bulk molding compound (BMC), low pressure molding compound (LPMC) and wet lay-up compression molding.
Compression molding produces fast molding cycles and high part uniformity. The process can be automated. Good part design flexibility and features such as inserts, ribs, bosses, and attachments can be molded in. Good surface finishes are obtainable, contributing to lower part finishing cost. Subsequent trimming and machining operations are minimized in compression molding. Labor costs are typically lower than our other molding processes.
We specialize in making short and small production runs.


Compression Molding Tools
Compression molding tools consist of heated steel or aluminum molds mounted in high pressure presses. The molds can be in either single or multiple-cavity configurations. The molds are heated to 250-350 degrees F using hot oil or electricity. Provisions for inserts and other refinements are often employed. Matched metal molds are typically more expensive that the FRP open molds.